市長嶺金屬制品有限公司")
鋼絲螺套的安裝
對普通型鋼絲螺套安裝所形成的螺孔的基本要求
1.1 鋼絲螺套用于增加基體螺孔強度或修復(fù)損壞的螺孔。鋼絲螺套旋入特定的內(nèi)螺紋后,所形成的新的螺孔基本牙型應(yīng)符合 GB192-81《普通螺紋基本牙型》的規(guī)定。螺紋各部尺寸應(yīng)符合 GB196-81《普通螺紋 基本尺寸》的規(guī)定,螺紋的精度根據(jù)需要可為 5H、 6H 或 7H 。
1.2 鋼絲螺套螺孔的深度根據(jù)需要選定。
1.3 鋼絲螺套旋入螺孔后,上端頭應(yīng)低于螺孔端面 0.5~1.5 個螺距(見圖1)。
1.4 鋼絲螺套旋入螺孔后應(yīng)沿螺孔牙槽緊密的貼合在螺孔壁上不得有跳牙或與孔壁脫離。
1.5 鋼絲螺套旋入螺孔后可用相應(yīng)精度的螺紋塞規(guī)檢查其精度是否符合規(guī)定或用螺釘試裝。
1.6 螺紋塞規(guī)的通端或螺釘應(yīng)能順利的通過鋼絲螺套的全長。
1.7 不得用絲錐校整已裝有鋼絲螺套的螺孔(即不得回絲)。
1.8 如果鋼絲螺套旋入不當,可使用退出工具將其退出,更換一新的鋼絲螺套重新旋入。退出的鋼絲螺套一般不再使用。
安裝鋼絲螺套用螺紋孔的制備
2.1 攻螺紋前的光孔加工
2.1.1 孔徑
攻螺紋前的底孔直徑應(yīng)能使攻螺紋后的螺紋內(nèi)徑符合安裝鋼絲螺套用的螺紋內(nèi)徑的規(guī)定(HB5515-96 或 GJB119.3-86)選擇鉆頭直徑時應(yīng)考慮不同材料鉆孔及攻絲時可能產(chǎn)生的差異。在沒有標準資料的情況下也可參照下列公試計算選擇鉆頭直徑 D
D=d+(0.25~0.3)p d 為螺紋公稱直徑 p 為螺距
2.1.2 孔深(見圖1)
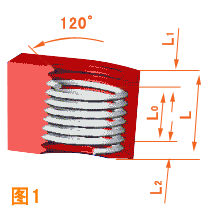
由于鋼絲螺套只能裝至完全螺紋部份同時還需低于端面 L1(見圖1),因此對于盲孔鉆孔深度 L 應(yīng)為 L=L0+L1+L2 :L0 為鋼絲螺套旋入螺孔的長度;L1=( 0.5~1.5)p ; L2=5p ; L=L0+6p ,通孔:L=L0+2p 根據(jù)鋼絲螺套自由狀圈數(shù)可從相應(yīng)標準中查出裝配狀態(tài)的長度 L0 。
2.1.3 倒角
安裝用螺孔直徑到螺紋的外徑的倒角應(yīng)為 120 °。倒角不易過大。不要倒 90 °角。
2.2 攻絲
2.2.1 根據(jù)機體材料、螺孔精度加工方法等選用不同種類的絲錐以保證精度要求和提高絲錐壽命。
2.2.2 攻絲后應(yīng)用相應(yīng)的螺紋塞規(guī)檢查螺孔是否符合規(guī)定的精度要求。尤其新絲錐開始使用時和絲錐已接近磨損時必須用螺紋塞規(guī)檢查螺孔以鑒別絲錐是否可用。
2.2.3 攻絲深度應(yīng)使完全螺紋的長度不小于鋼絲螺套裝配狀態(tài)長度。
鋼絲螺套的安裝
鋼絲螺套是利用一個專用工具卡住其安裝柄,通過旋動安裝柄使其直徑縮小而沿螺孔的螺紋線旋入螺孔內(nèi)。
3.1 普通型鋼絲螺套的旋入工具及其使用
A 套筒式
套筒式旋入工具的典型結(jié)構(gòu)(圖2)
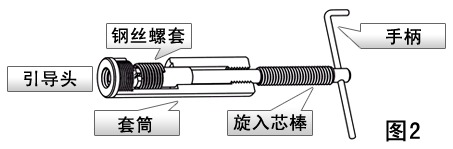
它由導(dǎo)套、套筒、心棒和手柄構(gòu)成。導(dǎo)套是帶有錐度形內(nèi)螺紋的銅套,起收縮和導(dǎo)引鋼絲螺套的作用,心棒前端有一槽口用來卡住鋼絲螺套的安裝柄,心棒后段有螺紋與套筒螺紋相配用來防止旋入鋼絲螺套時向前推壓心棒造成跳牙。
使用套筒式旋入工具安裝鋼絲螺套的步驟:
Ⅰ)將要旋入的鋼絲螺套從套筒的槽口處放入套筒,使鋼絲螺套的安裝柄朝前。
Ⅱ)將心棒向前推,穿入鋼絲螺套并使心棒的槽口卡住鋼絲螺套的安裝柄。
Ⅲ)旋動手柄,使心棒螺紋與套筒螺紋咬合并繼續(xù)前進直到鋼絲螺套端頭凸出導(dǎo)套端面一扣。
Ⅳ)將鋼絲螺套端頭對準基體螺孔一只手握住套筒并扶正,另一只手繼續(xù)旋動心棒直至鋼絲螺套從導(dǎo)套脫出,將套筒向上提升,觀察鋼絲螺套是否到位,如未到位繼續(xù)旋動心棒直至至位為止。
套筒式旋入工具的結(jié)構(gòu)也不盡相同,有的心棒后段無螺紋限位,有的在前端帶螺紋等。
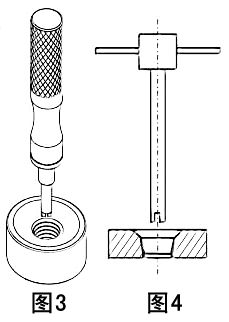
B 導(dǎo)套與心棒分離式旋入工具
將導(dǎo)套和心棒分開,使用起來比較方便靈活。(如圖3)
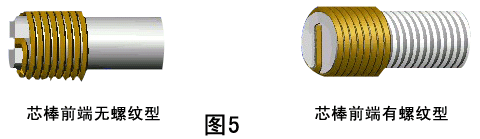
C 簡單旋入工具
簡單旋入工具是在一個直桿端頭開一個槽,另一端裝一扳桿即可,開槽端的直徑應(yīng)略小于鋼絲螺套旋入后所形成的標準螺紋的內(nèi)徑見圖 4。
簡單工具使用方便,效率高,成本低,但需操作工人技術(shù)比較熟練而且鋼絲螺套的引導(dǎo)加工的要好,裝配起來才會順利。一般對粗牙螺紋比較適宜。對大直徑細牙螺紋用帶導(dǎo)套的工具比較可靠。
3.2 鎖緊型鋼絲螺套的旋入
鎖緊型鋼絲螺套,由于多邊形的鎖緊邊使鋼絲螺套旋入螺孔后鎖緊圈處的內(nèi)徑減小,因此放入工具桿的直徑也應(yīng)減小才不致將桿卡住。
一般鎖緊型鋼絲螺套的旋入**采用帶引導(dǎo)套和心棒前端為螺紋的旋入工具這樣可以防止在鎖緊圈處產(chǎn)生跳牙及損害見圖5 。無論何種型的鋼絲螺套采用后者旋入時都會順暢而具功效。
[附]鋼絲螺套的裝配工藝
鋼絲螺套的裝配工藝
工藝路線:(1)鉆孔→(2)攻絲→(3)檢測→(4)裝配→(5)去柄→(6)檢測
1鉆孔
加工螺紋之前先用鉆頭鉆孔,鉆頭直徑參照下表選定。
| 螺紋規(guī)格 D×P | 鉆頭直徑 | 螺紋規(guī)格D×P | 鉆頭直徑 |
| ST2 × 0.4 | Φ 2.1 | ST12 × 1.75 | Φ 12.4 |
| ST2.5 × 0.45 | Φ 2.6 | ST14 × 1.5 | Φ 14.4 |
| ST3 × 0.5 | Φ 3.1 | ST14 × 2 | Φ 14.5 |
| ST4 × 0.7 | Φ 4.2 | ST16 × 1.5 | Φ 16.4 |
| ST5 × 0.8 | Φ 5.2 | ST16 × 2 | Φ 16.5 |
| ST6 × 1 | Φ 6.2 | ST18 × 1.5 | Φ 18.4 |
| ST8 × 1 | Φ 8.2 | ST20 × 1.5 | Φ 20.4 |
| ST8 × 1.25 | Φ 8.3 | ST20 × 2.5 | Φ 20.6 |
| ST10 × 1.25 | Φ 10.3 | ST22 × 1.5 | Φ 22.4 |
| ST10 × 1.5 | Φ 10.3 | ST24 × 1.5 | Φ 24.4 |
| ST12 × 1.5 | Φ 12.4 | ST24 × 3 | Φ 24.7 |

3 檢測 對于一些重要產(chǎn)品,需要檢測安裝鋼絲螺套用內(nèi)螺紋的尺寸精度,所需的專用螺紋塞規(guī)則由鋼絲螺套的生產(chǎn)廠家配套提供。
4 裝配 因鋼絲螺套的自由外徑大于安裝鋼絲螺套的螺孔直徑,故必需用專用工具才能氫鋼絲螺套旋入螺孔內(nèi)。我廠生產(chǎn)的旋入工具主要有三種,即套筒式旋入工具、普通分體式旋入工具、鎖緊分體式旋入工具。現(xiàn)將套筒式旋入工具的操作方法作以介紹。其它類型的旋入工具操作方法類同。
套筒式旋入工具如右圖

操作方法:
①先將旋入芯棒向后拉到底;將鋼絲螺套從套筒的槽扣處放入套筒內(nèi),讓安裝柄端朝前對著引導(dǎo)頭的錐形螺紋的大端。
②將旋入芯棒向前推,穿過鋼絲螺套,并使旋入芯棒端頭的槽口卡住鋼絲螺套的安裝柄。
③旋動手柄,使旋入芯棒帶動鋼絲螺套進入引導(dǎo)頭,繼續(xù)旋動直至鋼絲螺套露出引導(dǎo)頭端面約一扣螺紋左右。
④將旋入工具頭對準要安裝鋼絲螺套的螺孔,一只手握住套筒沿螺孔方向略加壓力且保持垂直,另一只手繼續(xù)旋動手柄,使鋼絲螺套從引導(dǎo)頭處進入螺孔,直至鋼絲螺套完全與引導(dǎo)頭脫離。
⑤將套筒向上旋動,使其與機體產(chǎn)生距離,以便觀察鋼絲螺套旋入的位置。
⑥繼續(xù)旋動手柄,使鋼絲螺套端頭凹入機體端面 0.5~1 個螺距。
⑦將旋入工具抽出并檢查鋼絲螺套的安裝是否完好。
注意:無論使用那種旋入工具,旋動芯棒的手一定不要用力推壓鋼絲螺套,僅需旋動芯棒即可。
5 去柄 對有折斷槽的鋼絲螺套,旋入螺孔后應(yīng)將安裝柄去除,需用去柄工具。操作方法是將去柄工具沖桿的沖頭端對準鋼絲螺套孔,用手錘敲擊沖桿上端頭,安裝柄就會從折斷槽處斷掉,然后將斷下來的安裝柄從螺孔中取出。于無折斷槽的鋼絲螺套和盲孔鋼絲螺套不需進行此工序。去柄工具操作如下圖

6 檢測 對于安裝完鋼絲螺套的螺紋孔,則可以用標準螺釘或標準螺紋塞規(guī)來檢測。
7 退出 對于鋼絲螺套安裝不當,如旋入螺孔有跳牙現(xiàn)象,或鋼絲螺套旋入螺孔過深等,需要從螺孔中取出,則應(yīng)采用退出工具。操作方法是將退出工具插進鋼絲螺套孔,用力壓一下后,逆時針方向轉(zhuǎn)動工具,鋼絲螺套隨之轉(zhuǎn)動,直至將鋼絲螺套退出。
退出工具操作如下圖

公司傳真:0373-5735218
電子郵件:xhcljx@163.com